高速铣削参数
高速粗加工、残料粗加工、精加工和残料精加工序列的通用参数
• “沿刀轴变换”(AXIS_SHIFT) - 指定刀具沿工件的刀轴变换。使用该参数可以沿刀具轴移动 CL 数据。如果设置为正值,沿刀具轴向下移动所有 CL 数据;如果设置为负值,则向上移动 CL 数据。
默认值:0
• “底部允许余量”(BOTTOM_STOCK_ALLOW) - 指定完成某个序列后在平行于退刀平面的平面曲面上的坯件余量。
默认值:-
• “安全距离”(CLEAR_DIST) - 指定在快速运动终止且相应进给量开始之处铣削的曲面上方的间隙距离。
默认值:定义刀具后基于内部关系。
• “切削角度”(CUT_ANGLE) - 指定切削方向和“NC 序列”坐标系的 X 轴之间的夹角。该参数不适用于 3+2 轴加工类型。
默认值:0
只有“类型 1”值适用于 HSM 粗加工和 HSM 残料粗加工中的“扫描类型”参数。类似地,“平行切口”值适用于 HSM 精加工和 HSM 残料精加工序列。
• “切削类型”(CUT_TYPE) - 指定切削类型。结合“主轴转向”(SPINDLE_SENSE),该参数控制刀具在移除材料时材料相对于刀具的位置。
默认值:顺铣
以下选项可供使用 -
◦ 逆铣
◦ Z 字形
◦ 螺旋 - 适用于 HSM 精加工、HSM 残料精加工和 5 轴粗加工序列。不支持“平行切口”(PARALLEL_CUTS) 和“平整面”(FLAT_LANDS) 选项。
• “结束高度”(END_HEIGHT) - 指定层切面的结束高度。该参数不适用于 3+2 轴加工类型。
默认值:-
• “夹持器安全距离”(HOLDER_CLEARANCE) - 指定刀具夹持器和已加工曲面之间的最小允许距离。该参数可与所定义的任意坯件间隙组合使用。
默认值:0.2 mm。对于 3+2 轴粗加工和残料粗加工、转换 5 轴精加工和残料精加工、自动去毛刺以及 5 轴粗加工和残料粗加工工步,此参数的默认值为 2 mm。
• “拉伸距离”(PULLOUT_DIST) - 指定高出切削层 (例如,刚铣削的层切面) 的高度,刀具尖端以“退出进给量”(PULLOUT_FEED) 一直退刀到此高度,然后更改为“自由进给”(FREE_FEED)。如果未定义“退出进给量”(PULLOUT_FEED),则刀具将在“切削进给”(CUT_FEED)退刀,然后更改为“自由进给”(FREE_FEED)。如果未定义“自由进给”(FREE_FEED),则该刀具以“快速”(Rapid) 退刀。
默认值:-
• “刀痕高度”(SCALLOP_HGT) - 指定允许的最大刀痕高度,以控制刀具跨距。此参数适用于水平跨距走刀和除“常数加载”(CONSTANT_LOAD) 以外的所有扫描类型。
默认值:-
• “多层走刀扫描”(SLICE_PATH_SCAN) - 指定在多个步进深度或层切面内加工多个走刀的顺序。
默认值:“路径_由_路径”(PASS_BY_PASS)
以下选项可供使用 -
◦ “路径_由_路径”(PASS_BY_PASS) - 激活按区域加工。刀具在一个区域中完成所有层切面,然后移至下一个区域进行加工。
◦ “逐层切面”(SLICE_BY_SLICE) - 激活按层切面加工。各个区域的所有第一个层切面皆为依次加工,然后开始第二个层切面。
• “起始高度”(START_HEIGHT) - 指定层切面的起始高度。该参数不适用于 3+2 轴加工类型。
默认值:-
• “跨距”(STEP_OVER) - 指定参数以控制横向切削深度。
默认值:定义刀具后基于内部关系。
对于“常数加载”(CONSTANT_LOAD) 扫描类型,跨距将变为最大跨距。根据刀具加载的不同,跨距值可能会减少。对于“常数加载”(CONSTANT_LOAD) 扫描类型,建议“跨距”(STEP_OVER) 值必须小于或等于刀具直径的 50%。
跨距必须为小于或等于切刀直径的一个正值。
• “公差”(TOLERANCE) - 机床以很小的直线增量移动以逼近弯曲几何。指定直线路径偏离弯曲几何的最大距离。
默认值:在 HSM 粗加工和 HSM 残料粗加工中为 0.06 mm。
默认值:在 HSM 精加工和 HSM 残料精加工中为 0.025 mm。
• “修剪夹持刀具路径”(TRIM_TOOLPATH_ON_HOLDER) - 将刀具路径分为碰撞区和非碰撞区 (假定设置了“夹持器直径”(HOLDER_DIAMETER) 和“夹持器长度”(HOLDER_LENGTH) 参数)。在碰撞区中,刀具夹持器与参考零件发生碰撞,且刀具路径被修剪,而在非碰撞区中则无碰撞。最终的刀具路径是所有非碰撞区的组合。
默认值:是
在“HSM 粗加工”和“HSM 残料粗加工”序列中,如果将“扫描类型”(SCAN_TYPE) 设置为“类型 1”(TYPE_1) 并将“粗加工选项”(ROUGH_OPTION) 设置为“仅粗加工”(ROUGH_ONLY),则不支持此参数。
HSM 粗加工和 HSM 残料粗加工的切削运动参数
• “扫描类型”(SCAN_TYPE) - 指定铣削刀具扫描铣削体积块水平横截面并避开岛的方法。
默认值:恒定载荷
以下选项可供使用 -
◦ 类型 1 - 在多个深度上创建平行切口。此选项不适用于 3+2 轴加工类型。
|  当选择 3+2 轴加工时,“扫描类型”(SCAN_TYPE) 将从“类型 1”(TYPE_1) 更改为“恒定载荷”(CONSTANT_LOAD)。如果从 3+2 轴加工切换回 3 轴加工,“恒定载荷”(CONSTANT_LOAD) 扫描类型仍然有效。 |
◦ “类型螺纹”(TYPE_SPIRAL) - 生成螺旋刀具路径。
◦ “恒定载荷”(CONSTANT_LOAD) - 可确保切割条件几乎保持恒定。由此改善了常规恒定偏移粗加工策略。策略通过不断地测量刀具与材料的接合体积块,并逐渐从剩余坯件移除材料来避免全角切口。刀具上的稳定载荷可以在更高的进给率下增加材料移除率并缩短总加工时间。
• “粗加工选项”(ROUGH_OPTION) - 控制粗加工或残料粗加工过程中是否出现轮廓走刀。该参数不适用于 3+2 轴粗加工序列,默认情况下,用于创建无铣削走刀的序列。
默认值:仅限粗加工
◦ “仅限粗加工”(ROUGH_ONLY) - 创建不带轮廓加工的 NC 序列。
◦ “粗加工轮廓”(ROUGH_&_PROF) - 在“铣削”(Mill) 窗口中创建一个 NC 序列,对坯件进行粗切削和轮廓加工。它适用于“类型 1”(TYPE_1) 扫描类型。
默认值:期间
◦ “期间”(DURING) - 在加工走刀过程中创建中间层切面。
◦ “之后”(AFTER) - 在加工完成最后一个层切面之后创建中间层切面。
• “工件修剪”(TRIM_TO_WORKPIECE) - 单击是可将刀具路径限制为工件边界,以避免空加工。
默认值︰NO
HSM 粗加工和 HSM 残料粗加工的切削深度和余量参数
• “粗加工允许余量”(ROUGH_STOCK_ALLOW) - 定义粗切削后径向方向上的坯件余量。
默认值:0
• “最大台阶深度”(MAX_STEP_DEPTH) - 指定允许的最大台阶深度。找到最高和最低层切面的位置后,计算出实际步进深度,即小于或等于指定的“最大步进深度”。
默认值:定义刀具后基于内部关系
可以从“关系”(Relations) 对话框更改关系,或指定值。
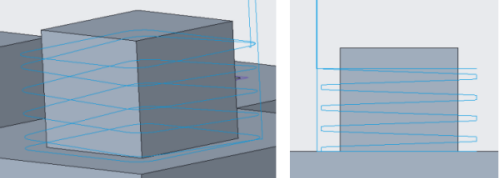
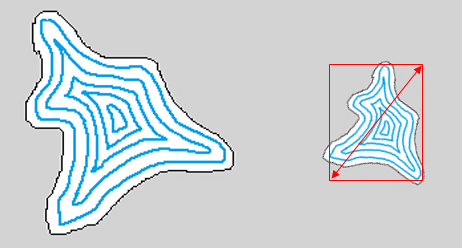
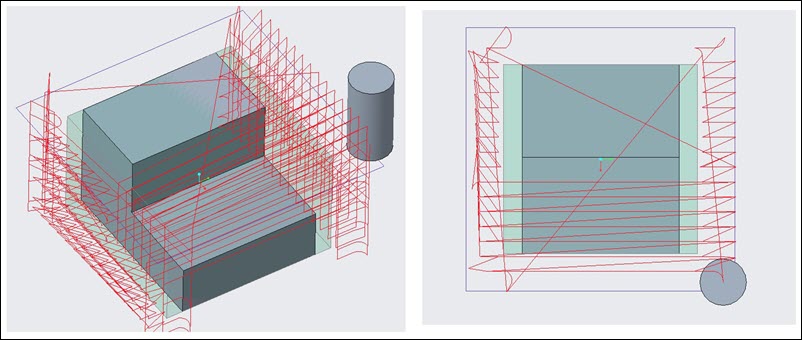
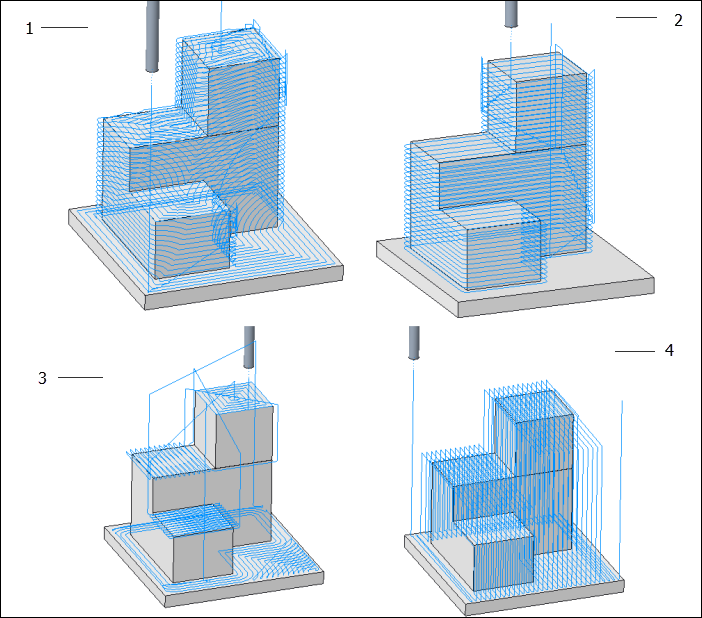
• “加工平整面”(MACHINE_FLATLANDS) - 选择加工模具零件的真平整曲面。此选项可帮助您在 Z 轴上加工平整曲面 (例如分型面)。
默认值:是
如果设置为“否”(NO),则会在不调整步进深度的情况下创建恒定的 Z 层切面。在这种情况下,余量可能会保留在平整曲面上,其可以是或多或少的已定义的底部允许余量。
1. 将选项设置为“否”(NO)。图像中的蓝色曲面表示加工后所剩余的材料。
2. 将选项设置为“是”(YES)。加工所有平整曲面后无需剩余任何材料。
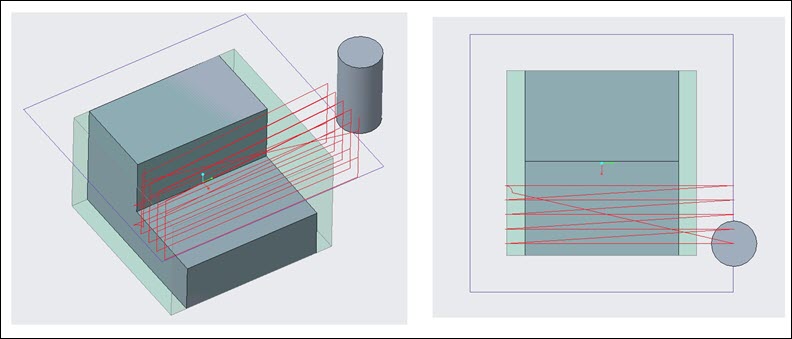
• “最小宽度”(MINIMUM_WIDTH) - 指定最小宽度。不加工宽度小于指定宽度的区域。激活“加工平整面”(MACHINE_FLATLANDS) 时适用。
默认值:1 mm
1. 最小宽度设置为 0。加工所有平整曲面后无需剩余任何材料。
2. 不加工宽度小于指定宽度的平整区域。蓝色曲面的宽度小于指定的宽度。
• “过滤器类型”(FILTER_TYPE) - 选择要在加工期间过滤掉的区域类型。它的指定与刀具直径的阈值百分比有关。它用于避免加工不必要的区域。
默认值:内切圆
以下选项可供使用 -
◦ “内切圆”(INSCRIBED_CIRCLE) - 表示过滤的最大区域宽度为圆直径,其中圆内切于此类区域中的刀具路径。
◦ “对角长度”(DIAGONAL_LENGTH) - 表示最大区域宽度是围绕该区域内的刀具路径构建的轴对齐边界框的对角线。
• “阈值百分比”(THRESHOLD_VALUE_PERCENT) - 指定刀具直径的阈值百分比。此值确定要在加工期间过滤掉的区域的宽度。
默认值:0%
这与“过滤器类型”(FILTER_TYPE) 参数结合使用。
• “移除拐角突起”(REMOVE_CORNER_PEGS) - 选择在拐角周围添加可移除拐角处的小突起材料的刀具路径。当跨距大到足以在走刀之间留下材料时,会观察到这些突起。
默认值︰NO
它适用于“类型螺旋”扫描类型。
1. 用于移除拐角突起的额外刀具路径
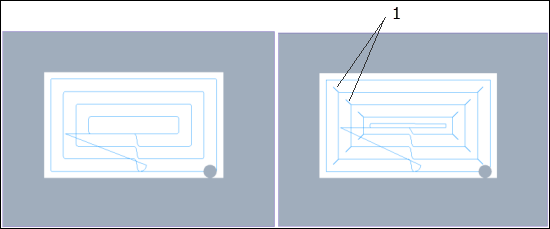
• “中间层切面数目”(NUMBER_INTERMEDIATE_SLICES) - 指定要创建的层切面的数目。中间层切面位于粗加工层切面间的轮廓层切面。“中间层切面调整”参数可决定何时创建层切面。
默认值:0
它不适用于竖直几何。
1. 参数值 2 导致创建两个中间层切面
2. 主粗切削
• “检测厚度超设定”(DETECT_THICKER_THAN) - 指定厚度。此选项可避免加工坯件材料量小于指定厚度阈值的区域。
仅适用于残料粗加工序列。
默认值:0.1 mm
• “先前粗加工允许余量”(PREVIOUS_ROUGH_STOCK_ALLOW) - 指定刀具路径的前一粗加工部分留下的坯件量。
仅当在“参考”(References) 选项卡上将“参考切削刀具”(Reference Cutting Tool) 选做参考时可用。该参数不适用于 3+2 轴加工类型。
默认值:0
• “先前底部允许余量”(PREVIOUS_BOTTOM_STOCK_ALLOW) - 指定与退刀平面平行的曲面上的刀具路径的前一粗加工部分留下的坯件量。
仅当在“参考”(References) 选项卡上将“参考切削刀具”(Reference Cutting Tool) 选做参考时可用。该参数不适用于 3+2 轴加工类型。
默认值:0
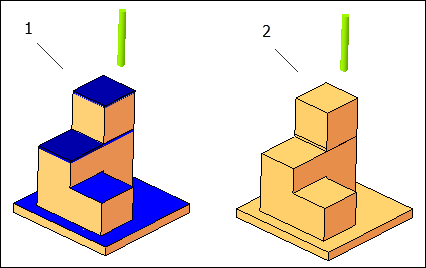
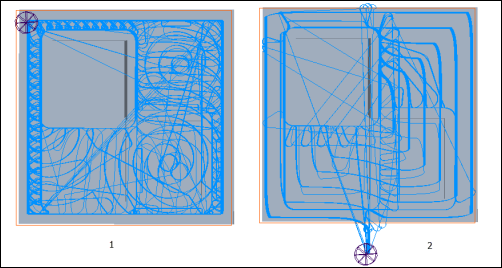
• “允许从外部进入”(ALLOW_ENTRY_OUTSIDE) - 选择“是”(YES) 允许刀具从坯件或铣削窗口外部进入。该参数不适用于 3+2 轴加工类型。
默认值:是
如果设置为“否”,即使有可能,刀具也不会从坯件或铣削窗口外部进入。当此参数设置为“否”(NO) 时,铣削窗口选项“在窗口围线内”(Inside window contour)、“在窗口围线上”(On window contour) 和“在窗口围线外”(Outside window contour) 均可用。
1. 若将此选项设置为“否”(NO),则刀具开始切削材料。
2. 若将此选项设置为“是”(YES),则刀具从外侧进刀。
• “提升刀具间隙”(LIFT_TOOL_CLEARANCE) - 刀具在加工曲面上方提升以清除,进行下一次连接。该参数与 MIN_RETRACT_DISTANCE 配合使用。
默认值:-。它被解释为 0.5 毫米或 0.02 英寸。
• MIN_RETRACT_DISTANCE - 在一个走刀的终点和另一个走刀的起点之间移动时,刀具将位于曲面上或处于退刀状态,具体取决于刀具需要行进的距离。此处的参数可用来控制在两种状况之间进行选择的时间点。如果一个走刀的终点和另一个走刀的起点间的距离小于该值,刀具将不退刀。如果距离大于该值,刀具将清除至退刀平面。
此参数适用于“常数加载”(CONSTANT_LOAD) 扫描类型。
默认值:-。它被解释为 (5 * 刀具直径)
HSM 粗加工和 HSM 残料粗加工的进刀/退刀运动参数
• “封闭区域进刀”(CLOSED_AREA_ENTRY) - 指定封闭区域进刀方法。
默认值:自动
以下选项可供使用 -
◦ “自动”(Automatic) - 刀具会采取最适合的进刀方法进入封闭区域。
◦ “螺旋”(Helical) - 刀具沿螺旋轨迹进入封闭区域。螺旋线的直径由“螺旋直径百分比”参数指定。
◦ “径向”(Radial) - 刀具与封闭区域中的坯件径向接合。此选项不适用于“恒定载荷”(CONSTANT_LOAD)。
| 当封闭区域的所有进刀类型都失败时,它会自动采用 Z 字形斜线进刀方式。 |
• “斜切角度”(RAMP_ANGLE) - 指定刀具进入下一层切面或走刀的角度。
默认值:5
• “螺旋直径百分比”(HELICAL_DIAMETER_PERC) - 以刀具直径的百分比指定允许的最大螺旋直径。此选项适用于刀具的螺旋进刀。
默认值:80%
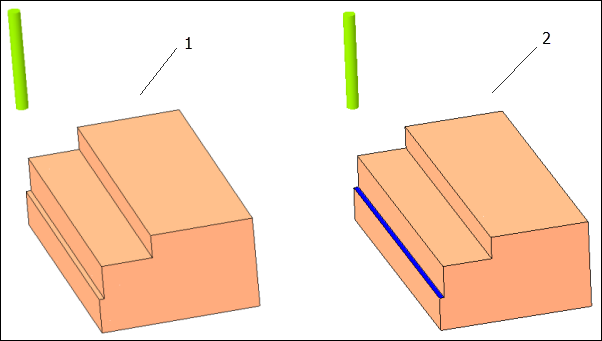
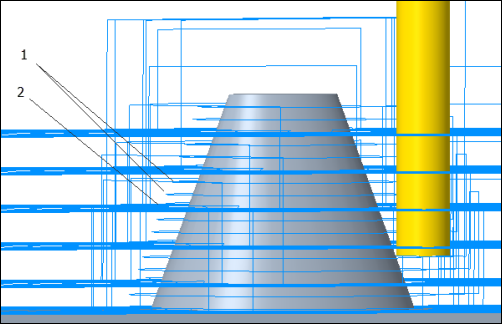
• ALLOW_TOOL_OUTSIDE_WORKPIECE - 指定当铣削窗口大于工件时,刀具是否可以越过工件边界。如果设置为“否”(NO),则刀具将从工件外部进入,并于工件上方退出。仅当未加工坯件大于公差、允许余量和刀具半径之和时,才会在工件周围生成刀具路径。
如下图所示,当将参数设置为“是”(YES) 时,刀具路径将越过工件。
如下图所示,当将参数设置为“否”(NO) 时,刀具路径将始于工件外部,终于工件上方。
默认值:是
此参数适用于“类型 1”(TYPE_1) 扫描类型。
加工设置的 HSM 粗加工和 HSM 残料粗加工参数
• “光顺半径”(SMOOTH_RADIUS) - 用于指定圆角化或平滑拐角加工的半径。当将“扫描类型”(SCAN_TYPE) 参数设置为“恒定载荷”(CONSTANT_LOAD) 时,此参数适用。
默认值:-。默认值 - 可解释为 1。
该值必须大于 0。
• “圆弧插补”(CIRC_INTERPOLATION) - 指定圆形边的 CL 数据格式。该参数不适用于 3+2 轴加工类型。
默认值:“仅圆弧”(ARC_ONLY)。
HSM 精加工和 HSM 残料精加工的进刀/退刀运动参数
• “引导半径”(LEAD_RADIUS) - 指定引入或引出时刀具的相切圆运动的半径。
默认值:0
• “切削_进刀_退刀_延伸”(CUT_ENTRY_EXIT_EXT) - 选择刀具的进刀方向。
默认值:相切弧
以下选项可供使用 -
◦ “无”(NONE) - 进刀或退刀时无任何引入和引出运动。
◦ “相切弧”(TANGENTIAL_ARC) - 在引入和引出时,刀具在陡区域采用水平弧,而在浅区域采用竖直弧。
◦ “竖直相切弧”(VERTICAL_TANG_ARC) - 在引入和引出时,刀具在所有区域采用竖直弧。
◦ “水平相切弧”(HORIZONTAL_TANG_ARC) - 在引入和引出时,刀具在所有区域采用水平弧。
◦ “自动弧”(AUTOMATIC_ARC) - 刀具在弧中自动倾斜,以避免在引入和引出运动中发生碰撞。此选项仅适用于已转换的 5 轴序列。
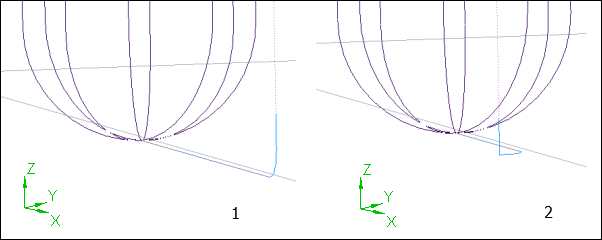
1. “竖直相切弧”(VERTICAL_TANG_ARC)
2. “水平相切弧”(HORIZONTAL_TANG_ARC)
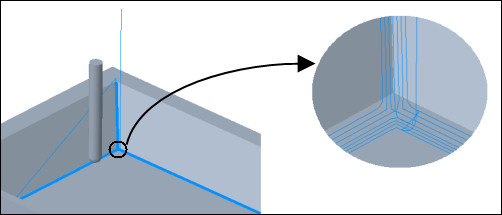
• “小链接”(SMALL_LINKS) - 指定邻接切削或切削层之间的连接类型。
默认值:“混合样条”(BLEND_SPLINE)
以下选项可供使用 -
◦ “直接”(DIRECT) - 在间隙边之间以直线形式创建最短连接,无需任何退刀运动。
◦ “跟随曲面”(FOLLOW_SURFACE) - 创建一个跟随间隙边现有几何的连接,无需任何退刀运动。
◦ “混合样条”(BLEND_SPLINE) - 在间隙边之间以切向圆弧形式创建连接。
◦ “工步”(STEP) - 该选项涉及退刀、连接和竖直进刀段。在间隙边之间以刀具平面形式创建连接。
◦ “退刀至安全距离”(RETRACT_TO_CLEAR_DIST) - 在间隙边之间以直线形式创建连接。刀具退至指定的安全距离。
◦ “退刀至退刀平面”(RETRACT_TO_RETRACT_PLANE) - 在间隙边之间以直线形式创建连接。刀具退至退刀平面。该选项涉及刀具沿刀具轴退至退刀平面、连接和沿刀具轴进刀等段。
| 如果所选择的链接类型不能满足安全条件,则请使用下一个安全链接类型。 |
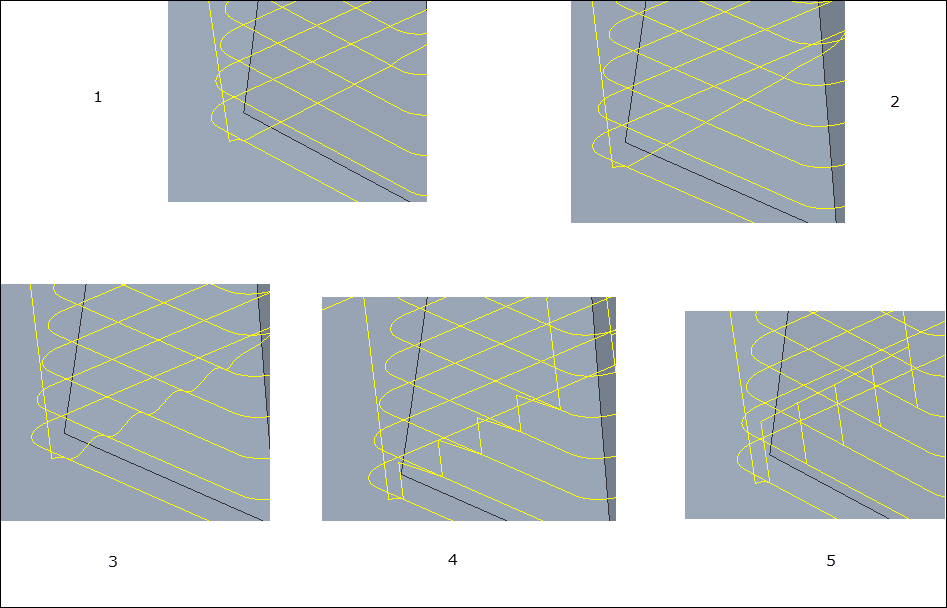
1. “直接”(DIRECT)
2. “跟随曲面”(FOLLOW_SURFACE)
3. “混合样条”(BLEND_SPLINE)
4. STEP
5. “退刀至安全距离”(RETRACT_TO_CLEAR_DIST)
HSM 精加工和 HSM 残料精加工的切削运动参数
• “精加工选项”(FINISH_OPTION) - 指定创建优化的刀具路径的加工方法。
默认值:智能切口
以下选项可供使用 -
◦ “恒定 Z”(CONSTANT_Z) - 精加工竖直曲面或陡区域。
◦ “恒定尖点”(CONSTNAT_CUSP) - 在陡区域及浅区域中创建等距尖点。目标是在各个轮廓之间保持恒定距离,以便创建具有相同高度的尖点。
◦ “智能切口”(SMART_CUTS) - 创建组合刀具路径,该刀具路径由零件陡区域的恒定 Z 层切面和浅区域的恒定尖点切口组成。
◦ “平行切口”(PARALLEL_CUTS) - 在 X-Y 平面上创建平行切口。此选项适用于浅区域。
◦ “平整面”(FLAT_LANDS) - 创建刀具路径以加工坯件的真平整区域。仅适用于精加工序列。
◦ “笔式切削”(PENCIL_CUT) - 创建内嵌边的单个刀具路径。仅适用于残料精加工序列。
1. “恒定尖点”(CONSTNAT_CUSP)
2. “恒定 Z”(CONSTANT_Z)
3. “平整面”(FLAT_LANDS)
4. “平行切口”(PARALLEL_CUTS)
• “螺旋扫描方向”(SPIRAL_SCAN_DIRECTION) - 为螺旋扫描指定刀具路径的方向。
默认值:从外向内
以下选项可供使用 -
◦ “从外向内”(OUTSIDE_IN) - 从边界到中心
◦ “从内向外”(INSIDE_OUT) - 从中心到边界
HSM 精加工和 HSM 残料精加工的切削深度和余量参数
• “陡跨距”(STEEP_STEP_OVER) - 指定加工陡区域时的跨距值。如果没有为“陡跨距”(STEEP_STEP_OVER) 指定值,则将“跨距”(STEP_OVER) 值用作“陡跨距”(STEEP_STEP_OVER) 值。
默认值:-
• “精加工允许余量”(FINISH_STOCK_ALLOW) - 指定加工后留下的坯件量。
默认值:-
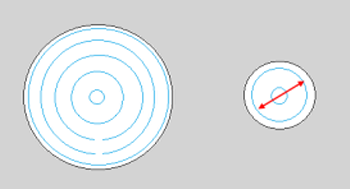
• “余料区域偏移”(REST_AREA_OFFSET) - 指定要应用于已计算余料区域的偏移值。根据先前使用的刀具计算余料区域。
仅适用于残料精加工序列。
默认值:0
1. 根据先前刀具算出的实际加工区域。
2. 设置“余料区域偏移”(Rest Area Offset) 后可能的可加工区域。
• “倾斜角度起始”(SLOPE_ANGLE_START) - 指定起始角度。“倾斜角度起始”和“倾斜角度结束”形成一个间隔。可加工落在此间隔内或超出此间隔的曲面。系统会自动检测陡区域和浅区域。视图方向和形成间隔的角度定义了这些区域。
默认值:-
◦ 起始角度必须小于结束角度。
◦ 如果跨距值大于由起始角度和结束角度定义的区域,则不会生成刀具路径。
• “倾斜角度结束”(SLOPE_ANGLE_END) - 请参阅前面所述的“倾斜角度起始”(SLOPE_ANGLE_START)。
默认值:-
• “优化角度”(OPTIMAL_ANGLE) - 选择“是”(YES),以自动确定切口数目最小的方向。
默认值︰NO
此参数仅适用于精加工和残料精加工序列中的“平行切口”参数。
• “多次铅笔切削走刀”(MULTI_PENCIL_PASSES) - 指定铅笔切削每侧的走刀数。
仅适用于残料精加工序列。
默认值:0
• “检测厚度超设定”(DETECT_THICKER_THAN) - 指定厚度。此选项可避免加工坯件材料量小于指定厚度阈值的区域。
默认值:0.1 mm
切削运动的“自动去毛刺”参数
• “边厚度”(EDGE_THICKNESS) - 指定加工边上的倒角的厚度。
默认值:0.5 mm
• “边延伸”(EDGE_EXTENSION) - 指定正在加工的边的延伸长度。将在边的两端添加延伸。加工时,刀具将一直移动到延伸的边。
默认值:0
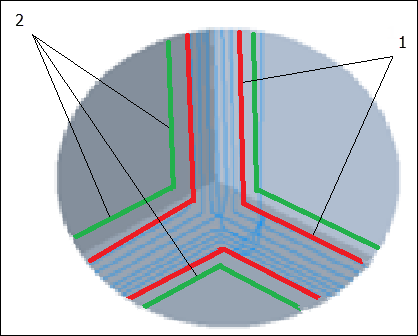
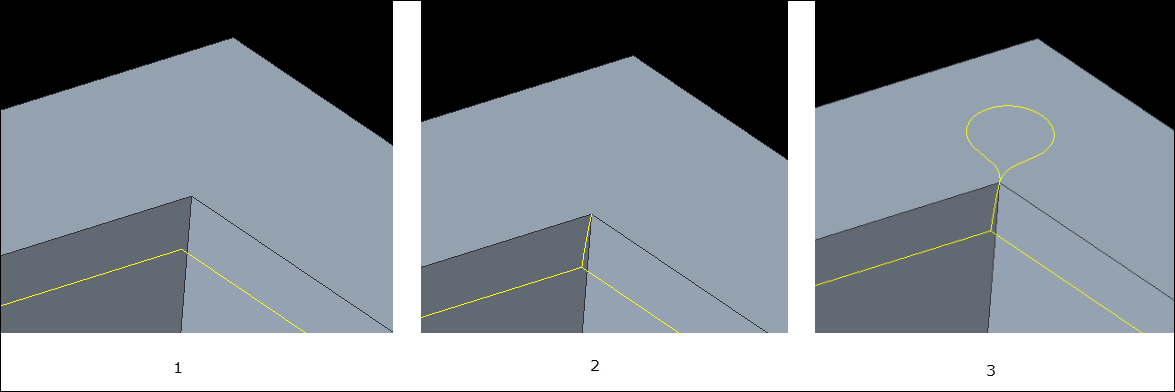
• “止裂槽拐角”(RELIEF_CORNER) - 选择用于加工参考零件的内部边的方法。
默认值:“无”(NONE)
以下选项可用:
◦ “无”(NONE) - 默认情况下,刀具通过内部边时不会添加环或弧。
◦ “添加环”(ADD_LOOP) - 将向刀具路径添加环,以使刀具平滑通过内部边。
◦ “无环”(NO_LOOP) - 将向刀具路径添加弧,以使刀具平滑通过内部边。
1. “无”(NONE)
2. “无环”(NO_LOOP)
3. “添加环”(ADD_LOOP)
• “内环半径”(INNER_LOOP_RADIUS) - 用于在选择了“添加环”(ADD_LOOP) 时指定环半径,以向刀具路径添加环。
默认值:2 mm
• “最小检测边长度”(MIN_DETECT_EDGE_LENGTH) - 用于指定刀具检测需要加工的边时将检测的最小边长度。不会对短于指定长度的边进行加工。
默认值:-
• “最小边角度”(MIN_EDGE_ANGLE) - 用于指定检测零件上需要加工的锐边时将检测的最小边角。角度大于指定角度的边将被分类为锐边。
• “序号切割”(NUMBER_CUTS) - 指定沿锐边的切口数,以逼近边上的平整形状或倒角。层切面数计算为“边厚度”(EDGE_THICKNESS)/“序号切割”(NUMBER_CUTS)。例如,如果“边厚度”(EDGE_THICKNESS) 为 2.0 mm,“序号切割”(NUMBER_CUTS) 为 4,则将以值为 0.5 mm 的四个相等层切面来加工边以达到边厚度。
进刀/退刀运动的“自动去毛刺”参数
• “快速进给距离”(RAPID_DISTANCE) - 指定刀具沿轴以快速或自由进给率退刀或进刀的起始距离。此参数在 3 轴和 5 轴去毛刺序列中提供,但仅适用于 5 轴去毛刺序列。快速进给距离包括安全距离。
默认值:20 mm
• “链接类型”(LINK_TYPE) - 在刀具路径段之间选择以下两个退刀策略之一。
◦ “退刀混合样条”(RETRACT_BLEND_SPLINE) - 刀具沿混合样条退刀以创建平滑过渡。
◦ “退刀至间隙”(RETRACT_TO_CLEARANCE) - 刀具退刀到针对“自动”(AUTOMATIC) 退刀类型自动定义的退刀区域,或刀具按照指定的退刀策略退刀。
HSM 5 轴粗加工和残料粗加工参数
• “快速进给距离”(RAPID_DISTANCE) - 指定刀具沿轴以快速进给率退刀或进刀的起始距离。快速进给距离包括安全距离和拉出距离。
默认值:20 mm
• “最大跨距”(MAX_STEP_OVER) - 指定刀具的最大跨距。默认情况下,将在您选择刀具时计算最大跨距。
• “起始步进深度”(FIRST_STEP_DEPTH) - 指定第一次切削的深度。第一次切削后,刀具将使用“步进深度”(STEP_DEPTH) 值进行连续切削。
默认值:0。不适用于“变换”(Morph) 层切面生成策略。
• “末尾步进深度”(LAST_STEP_DEPTH) - 指定所需的最后一次切削的深度。可从底部曲面开始向上切削至一定距离。
默认值:0。不适用于“变换”(Morph) 层切面生成策略。
• “加工方式”(MACHINE_BY) - 选择下列加工选项之一:
◦ “区域”(REGIONS) - 单独加工每个区域。
◦ “级别”(LEVELS) - 以连续级别同时加工所有区域。
• “粗加工允许余量”(ROUGH_STOCK_ALLOW) - 定义粗切削后径向方向上的坯件余量。
默认值:1 mm。在 5 轴粗加工中,默认值为 1。
• “进刀/退刀间隙”(APPR_EXIT_CLEARANCE) - 指定刀具接近或退出坯件时的移刀距离。该距离以跨距值的百分比形式指定。例如,如果将跨距指定为 10 mm,则默认情况下,此参数值将为 10 mm,即 10 mm 的 100%。
默认值:100%